MEMBRANE SYSTEMS
Ultrafiltration System
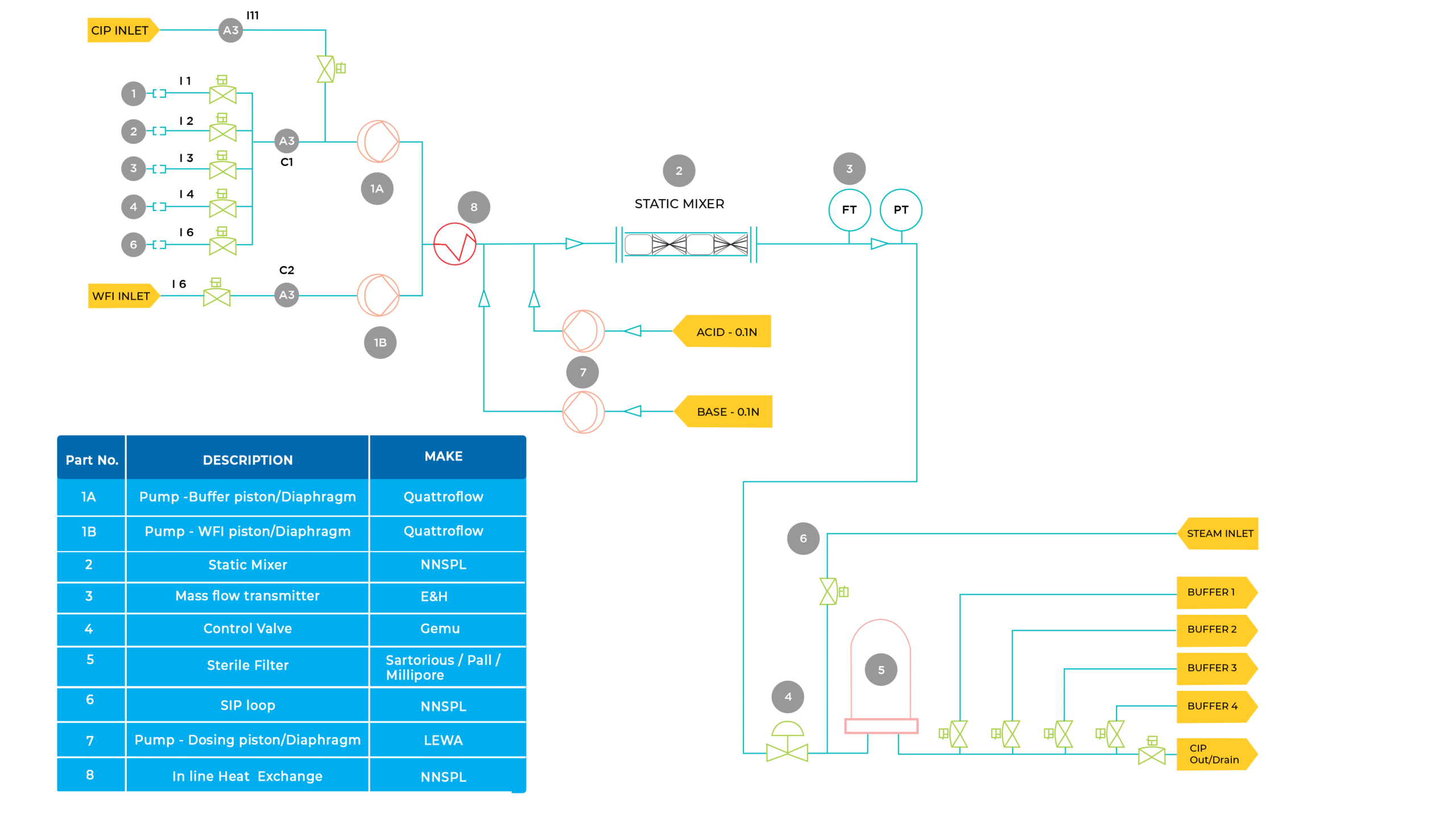
Ultrafiltration (UF) stands as a powerful separation technology that precisely removes particles and macromolecules from liquids. Using semi-permeable membranes with carefully controlled pore sizes, this process separates materials based on molecular weight and size under pressure.
As liquid passes through the membrane, larger molecules are retained while solvents and smaller molecules pass through, resulting in both purification and concentration of desired components. This gentle yet efficient separation method has found widespread application across food and beverage processing, pharmaceuticals, dairy, biotechnology, and nutraceutical industries.
Sanitech Engineers delivers high-quality ultrafiltration membrane solutions with systems that meet all international regulatory standards.

Blood Fraction
Alcohol, Fruit Juices and Dairy Processing
Extend Product Shelf Life – Milk, Protein, etc
Separation, Purification, Concentration
Features
- Premium Membrane Integration: Seamless compatibility with top-tier semi-permeable membranes including cellulose-based, ceramic, hollow fiber, PES, and PVDF materials, selected based on specific application requirements
- Precise Pore Control: Consistent pore sizes between 1-100 nanometers enable selective retention of particles, colloids, macromolecules, and microorganisms while allowing smaller molecules and solvents to pass
- Optimized Pressure Management: Advanced TMP control systems maximize efficiency while preventing membrane fouling
- Enhanced Cross-Flow Design: Continuous debris removal through tangential flow operation significantly reduces fouling potential
- Scalable Architecture: Flexible module configurations accommodating parallel or series arrangements to handle diverse flow rates and volumes
- Comprehensive Maintenance Solutions: Integrated cleaning capabilities including backwashing, chemical cleaning, and scheduled membrane replacement to ensure optimal performance
- Intelligent Pre-treatment: Optional integration with pre-treatment processes like flocculation and coagulation, with our microfiltration systems providing ideal upstream filtration
- Advanced Automation: Sophisticated monitoring and control of pressure, flow rate, and cleaning cycles for reliable, efficient operation
- Sanitary Excellence: Industry-compliant sanitary designs ensuring processed fluid safety and purity
- Custom Optimization: Application-specific configurations for targeted separations like protein concentration or juice clarification
- Compact Engineering: Space-efficient designs suitable for both laboratory research and large-scale industrial operations
Diverse Applications:
- Beverage industry: Concentration and clarification of wines, beers, dairy products, and fruit juices, improving quality while reducing transportation costs
- Biopharmaceuticals: Protein concentration, enzyme purification, antibody isolation, and product clarification
- Biotechnology: Cell harvesting, biomass separation, and biomolecule concentration in various bioprocesses
- Dairy processing: Milk concentration, component standardization, and premium ingredient production
- Protein science: Molecular weight-based protein isolation and fractionation
- Medical applications: Blood plasma fractionation for therapeutic products including albumin and immunoglobulins
- Nanomaterials: Nanoparticle concentration and purification in advanced synthesis processes
A GLIMPSE OF THIS PRODUCT
Watch This Product In 360°
Rotate the product using mouse to experience product in 360°