Membrane Systems
Nanofiltration System
Nanofiltration (NF) represents a sophisticated membrane separation technology positioned between ultrafiltration and reverse osmosis in terms of selectivity. This advanced technique uses specialized semi-permeable membranes to selectively remove larger organic compounds, small molecules, and divalent ions from liquids.
Widely utilized across biotechnology, dairy, pharmaceutical, nutraceutical, and food processing industries, nanofiltration provides precise separation control that enables concentration and purification of target substances while retaining desired components in treated liquids.
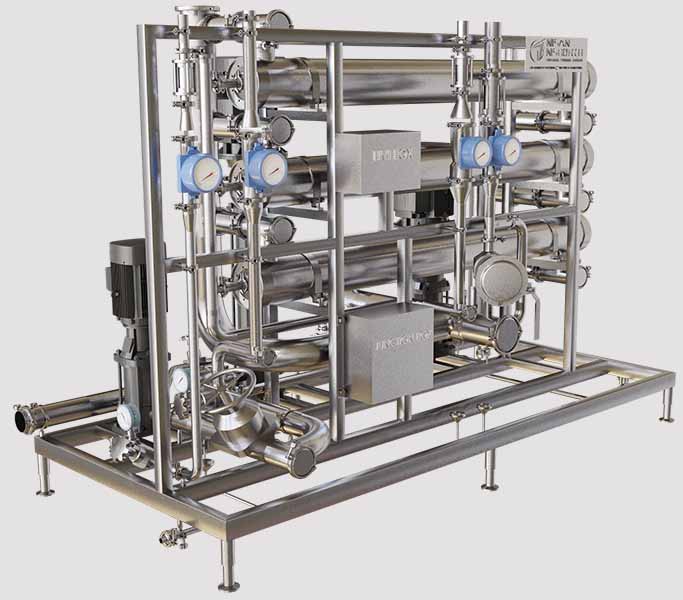
Sanitech Engineers produces exceptional nanofiltration membrane solutions with systems meeting all international regulatory standards.

Colour and Odour Removal

Concentration of Proteins, Natural Extracts, Enzymes, etc.

Improve Clarity of Purified Fluids

Recovery of Valuable components from waste stream

Acid/Alkali Recovery
Purification and Concentration
Desalting – removal of multivalent salts

Removal of anti-biocides and residues

Separation and Purification of API
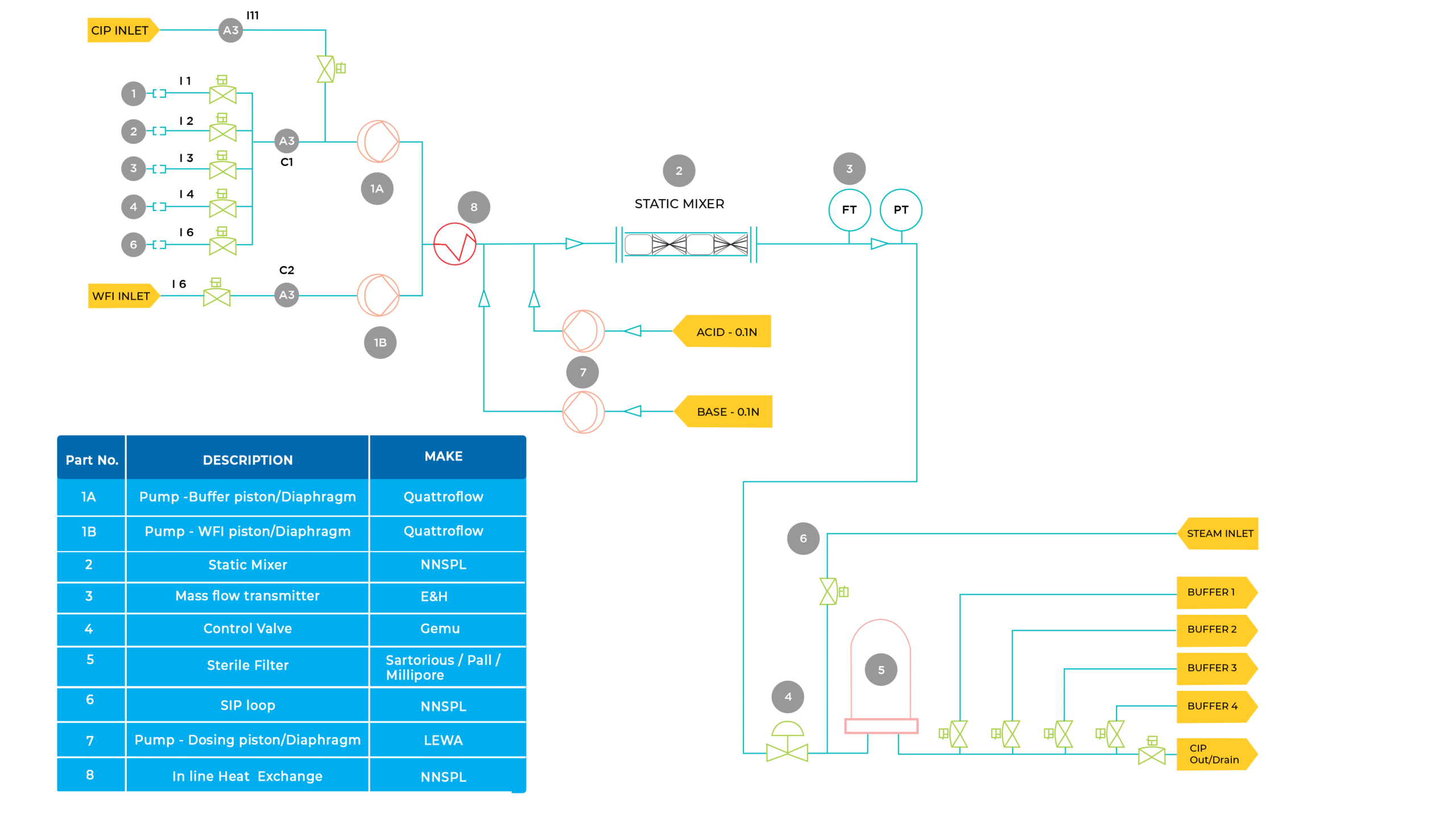
Technical Excellence:
- Advanced Membrane Materials: Thin-film composite materials including polyamide and specialized polymeric materials enable selective transport based on both size and charge characteristics
- Precision Pore Control: Narrow pore size range of 1-10 nanometers with defined molecular weight cut-off (MWCO) ensures careful separation control
- Optimized Pressure Systems: Controlled pressure mechanisms ensure optimal filtration performance under regulated conditions while preventing fouling
- Efficient Cross-Flow Design: Continuous particle removal through cross-flow filtration minimizes fouling and maintains consistent performance
- Selective Ion Removal: Unique capability to remove multivalent ions (calcium, magnesium, sulfate) while allowing monovalent ions (sodium, chloride) to pass, enabling precise demineralization
- pH Versatility: Robust membrane materials withstand various pH conditions, supporting diverse industrial applications including acid and alkali recovery
- Integrated Pre-treatment: Optional pre-treatment stages including flocculation, coagulation, and upstream filtration using our microfiltration and ultrafiltration systems
- Intelligent Automation: Advanced control systems monitor and adjust operating parameters for consistent, efficient performance
- Versatile Design: Compact systems scalable from laboratory research to full industrial production
Strategic Applications:
- Selective removal of multivalent ions including calcium and magnesium from process streams
- Elimination of harmful contaminants including pesticides, herbicides, and pharmaceutical residues
- Food processing: Fruit juice concentration, beverage debittering, and whey desalting
- Pharmaceutical manufacturing: Organic compound separation, API purification, and process stream purification
- Industrial processing: Color-causing substance removal from textile and other industry process streams
- Biotechnology: Concentration of valuable compounds including proteins, enzymes, and natural extracts
- Protein science: Size and charge-based separation of macromolecules including proteins and peptides
- Beverage enhancement: Contaminant removal for improved quality and clarity
- Environmental applications: Micropollutant removal from wastewater including pharmaceuticals and personal care products
- Process optimization: Valuable component recovery from industrial effluents for process stream recycling
- Chemical recovery: Acid and caustic concentration and separation for reuse applications
A GLIMPSE OF THIS PRODUCT
Watch This Product In 360°
Rotate the product using mouse to experience product in 360°